加工に必要な孔と切り欠きのとり方
溶融亜鉛めっき加工に必要な孔と切り欠きのとり方
密閉構造では浸漬できません
溶融亜鉛の比重は約6.6であるため、密閉構造のものや内部に空気のたまる部分があると浮力が働いて亜鉛浴に浸漬ことが困難となります。
溶融亜鉛の比重は約6.6であるため、密閉構造のものや内部に空気のたまる部分があると浮力が働いて亜鉛浴に浸漬ことが困難となります。
爆発する恐れがあります
密閉構造のものや、密閉部分のあるものを無理に亜鉛浴に浸漬すると、万一溶接不良などで内面にめっき前処理液など水分が浸入していると、爆発を起こす危険があり最悪の場合には人命に関するような重大事故につながります。
密閉構造のものや、密閉部分のあるものを無理に亜鉛浴に浸漬すると、万一溶接不良などで内面にめっき前処理液など水分が浸入していると、爆発を起こす危険があり最悪の場合には人命に関するような重大事故につながります。
浸漬には開口部が必要です
適切な位置に、適切な大きさの、空気が出入りするため、亜鉛が流入そして流出するための、孔や切欠き又は開口部がいります。
適切な位置に、適切な大きさの、空気が出入りするため、亜鉛が流入そして流出するための、孔や切欠き又は開口部がいります。
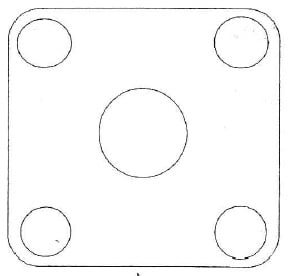
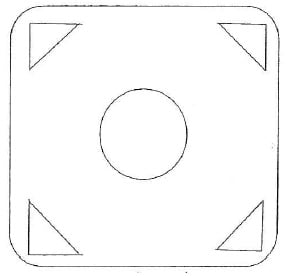
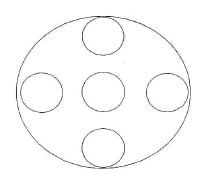
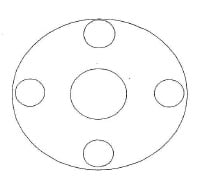
ボックス構造及びダイヤフラムがある場合
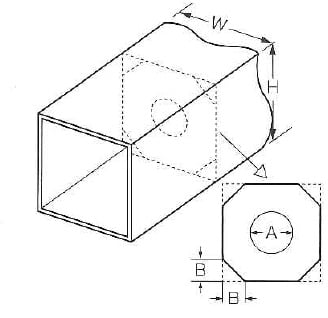
参考
中央孔やコーナー切欠き部の大きさは断面積により異なる。
中央孔やコーナー切欠き部の大きさは断面積により異なる。
表1
ボックスサイズ
(H+W)m | 中央孔と切欠きの大きさ %
|
610以上
| 25以上
|
400~610未満
| 30以上
|
200~400未満
| 40以上
|
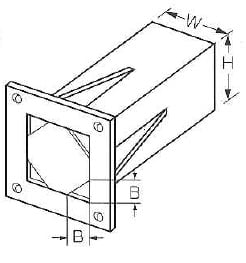
表2
ボックスサイズ
(W+H)m | 中央孔直径
Amm | コーナー部切欠き
Bmm |
1200
| 200
| 150
|
900
| 150
| 130
|
800
| 150
| 100
|
700
| 150
| 75
|
600
| 130
| 75
|
500
| 100
| 75
|
400
| 100
| 50
|
300
| 75
| 50
|
密閉構造単材の場合
単材の場合、両端とも内径に等しく開放された構造が最も望ましいのですが、両端を開放できない場合、図のような切欠きをつけてください。その大きさは直径の30%以上開放してください。また素材直径76mm未満は45%以上を開放してください。
密閉構造加工品の場合
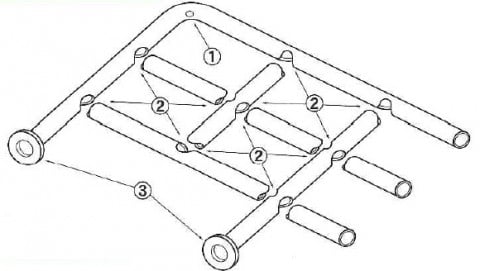
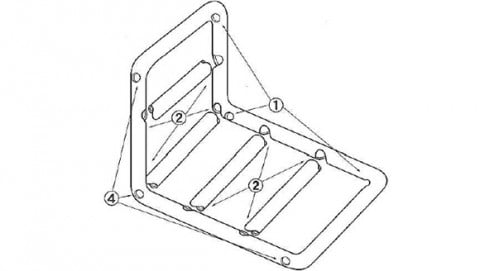
パイプ手摺のような加工品の場合孔のないものは亜鉛浴に浸漬できません。
空気孔、亜鉛孔若しくはその共通孔を横桟部の両端、コーナー部の内側などにあけてください。
特に脚部底面や下部横桟の底面両端に孔をあけるか、開放にするかを忘れないようにしてください。
空気孔、亜鉛孔若しくはその共通孔を横桟部の両端、コーナー部の内側などにあけてください。
特に脚部底面や下部横桟の底面両端に孔をあけるか、開放にするかを忘れないようにしてください。
- 端部は直径13㎜以上の空気孔をあけてください。
- 接続部はすべて接続パイプの内径に等しく開放してください。
- 取付け部などはすべて内径に等しく開放してください。
- 特に開放部のないものは、空気と亜鉛の共通孔として素材断面面積の最低25%以上の孔をあけてください。
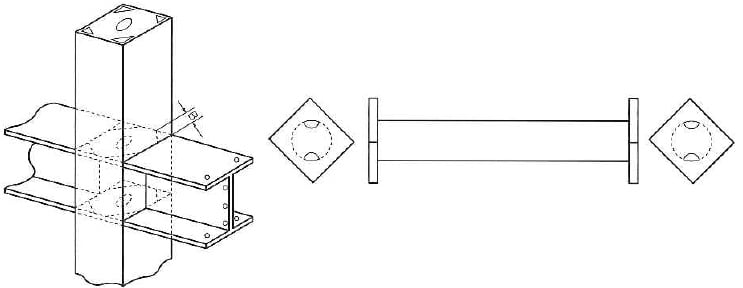
スカラップの取り方
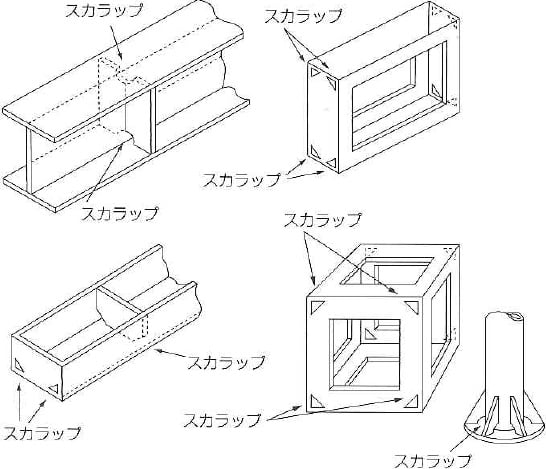
形鋼による加工品の場合などにはその組み合わせや、補強の位置等の関係で部分的に袋状あるいは箱状になったりする箇所が生じます。
そのままでは空気溜りのため、不めっきになったり、亜鉛の出口が無いため亜鉛の溜りが発生することがあります。
このような現象を防ぎ、良好なめっき外観を得るためには図に示されるような位置に、必要な大きさの切欠き(スカラップ)や、隙間をとることが必要です。
そのままでは空気溜りのため、不めっきになったり、亜鉛の出口が無いため亜鉛の溜りが発生することがあります。
このような現象を防ぎ、良好なめっき外観を得るためには図に示されるような位置に、必要な大きさの切欠き(スカラップ)や、隙間をとることが必要です。
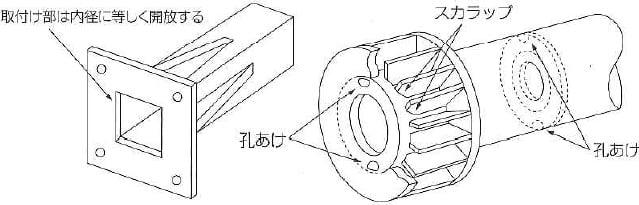
右上図は一般的なダブルフランジ構造の例ですが、スカラップのほかに底部フランジが管内面に対して、カエリとなり亜鉛の流出を妨げ、亜鉛の残留が生じますので、図の位置に孔あけが必要となります。
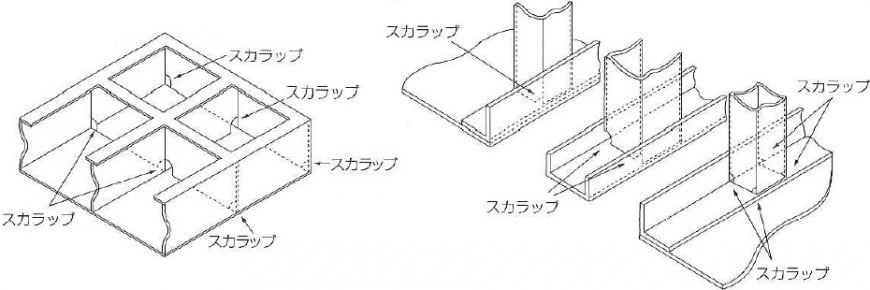
それぞれの接続部や袋状部についてのスカラップのとり方の例を表わしたものです。
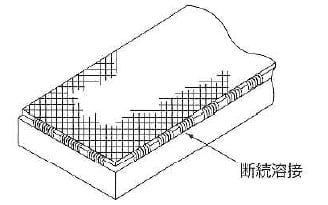
はり合わせの場合
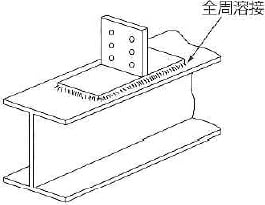
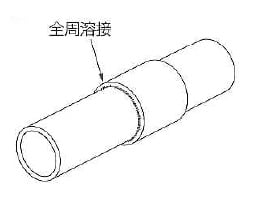
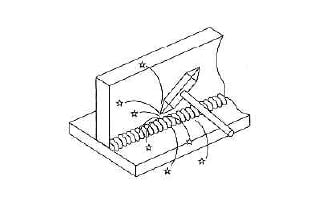
- 材料をはり合わせた状態で全周溶接をすると、内部が密閉状態になりその面積や板厚によっては、めっき時亀裂や膨れが生じることがあります。
- はり合わせ面のさびや油脂類は完全に除去し、清浄にした後溶接をしないとこの危険が大きくなります。
- 特に溶接部にピンホールやクラックの無いようにしないと、滲み込んだ水分や処理液のため爆発を起こす危険があります。
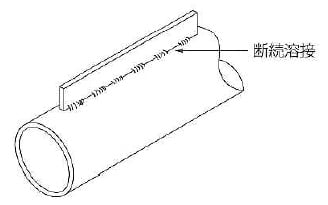
- 断続溶接で膨れや亀裂の発生はある程度防げますが、前処理工程の処理液の侵入のため、めっき後さび汁の滲みだしを生じる場合もあります。
- あまり肉厚の異なる材料をはり合わせて加工すると、めっき時の熱によって、歪みや、曲がりが発生することがよく見られます。なるべくこのようなことは避けやむを得ないときは、溶接方法についてよく考慮してください。
溶接スラグの除去
溶接スラグはめっきに支障をきたします。裸溶接棒を使用するか、被覆溶接棒をつかった場合のスラグはめっき工場に搬入される前に、除去しておいてください。
コーナーφ
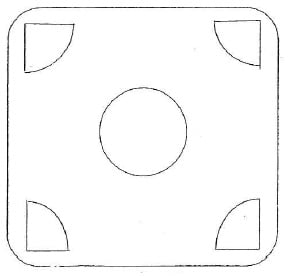
コーナーR
コーナー⊿
鋼管
| 開孔率 15%
| 開孔率 20%
| |||||
長さ
3m以下
| ダイヤフラム
2枚以下
| 厚さ
6t前後
| 長さ
6m前後
| ダイヤフラム
3~5枚
| 厚さ
10t前後
| ||
呼A
| 外径
| 5穴φ
| センターφ
| コーナーφ
| 5穴φ
| センターφ
| コーナーφ
|
100
| 114.3
| 20
| 32
| 16
| 23
| 37
| 19
|
125
| 139.8
| 24
| 39
| 20
| 28
| 45
| 23
|
150
| 165.2
| 29
| 46
| 23
| 33
| 53
| 27
|
175
| 190.7
| 33
| 53
| 27
| 38
| 61
| 31
|
200
| 216.3
| 37
| 60
| 30
| 43
| 69
| 35
|
225
| 241.8
| 42
| 67
| 34
| 48
| 77
| 39
|
250
| 267.4
| 46
| 74
| 37
| 53
| 85
| 43
|
300
| 318.5
| 55
| 88
| 44
| 64
| 101
| 51
|
350
| 355.6
| 62
| 98
| 49
| 71
| 113
| 57
|
400
| 406.4
| 70
| 112
| 56
| 81
| 129
| 65
|
450
| 457.2
| 79
| 126
| 63
| 91
| 145
| 73
|
500
| 508
| 88
| 140
| 70
| 102
| 161
| 81
|
鋼管
| 開孔率 25%
| |||
長さ
9m前後
| ダイヤフラム
6枚以下
| 厚さ
15t以上
| ||
呼A
| 外径
| 5穴φ
| センターφ
| コーナーφ
|
100
| 114.3
| 26
| 41
| 21
|
125
| 139.8
| 31
| 50
| 25
|
150
| 165.2
| 37
| 59
| 30
|
175
| 190.7
| 43
| 68
| 34
|
200
| 216.3
| 48
| 77
| 39
|
225
| 241.8
| 54
| 86
| 43
|
250
| 267.4
| 60
| 95
| 48
|
300
| 318.5
| 71
| 113
| 57
|
350
| 355.6
| 80
| 126
| 63
|
400
| 406.4
| 91
| 144
| 72
|
450
| 457.2
| 102
| 162
| 81
|
500
| 508
| 114
| 180
| 90
|
5穴φ
センターコーナー